Being a Chinese professional manufacturing factory of stainless steel jewelry, Haosen Hardware & Jewelry Co., Ltd., takes a specific example of a 316L stainless steel custom-made gold bracelet as a sample procedure for converting flat fashion jewelry designs into beautiful fashion jewelry through casting jewelry manufacturing processes.
Initial Development and DFM (Design for Manufacturability) Audit
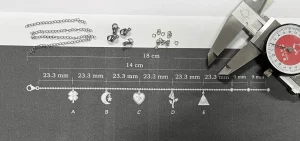
Before formal mold construction, my team will perform an engineering review of the exact dimensions within the design plans. The order for the custom designs consists of a variety of personalized 316L stainless steel pendants, such as four-leaf clover, moon and star, rose, micro-set heart, and pyramid eye.
- Technical issues: The hardness of stainless steel is extremely high; how to #8000 mirror-polish it on the edge with a thickness of only 1.4mm? How does one attach 0.8mm cubic zirconia stones to 316L stainless steel?
- Three-dimensional data modeling: One-to-one modeling of difficult three-dimensional forms like PART D (rose).
- Shrinkage Compensation Calculation: Because of the approximate casting shrinkage rate of 316L of 4%-4.5%, the placement of the stone (0.8mm CZ in PART C (heart-shaped)) will be pre-sized to guarantee the precision of micro-setting.
Core Production Process of A Small Pendant
Due to the asymmetrical 3D structures of the pendant (e.g., the moon and rose), the best method to cast them would be the lost-wax casting process:
- Wax mold making and assembling: Wax molds of five components (A-E) are created using injection molding with a rubber mold.
- Production of ceramic casing: The casing coating is made of ceramic slurry and can resist the melting point of 316L stainless steel, which is between 1680° and 1780°.
- Vacuum induction melting & casting: Casting of the steel is carried out in a vacuum to ensure that the stainless steel does not oxidize, thereby filling all the details of parts B & C.
- Shell removal and gate cutting: The cutting of the gates is done with a carbide saw blade, while cleaning of the castings takes place.

Precision Polishing & Surface Engineering
- Initial grinding and deburring: All pendant edges are rounded for a comfortable finishing touch.
- Multi-stage mirror polishing: The 1.4mm side is physically polished to a #8000 grit mirror finish.
- Laser internal engraving: High precision laser engraving is employed on PART E (pyramid eye) and PART C (micro-set heart).

Vacuum Ion Plating Process
We adopt the advanced PVD vacuum plating technology to give stainless steel a luxurious golden texture.
- Ultrasonic deep cleaning: Through 7 cleaning steps, wax and fingerprints are thoroughly removed, allowing for molecular-level adhesion of the coating.
- Plasma bombardment: the stainless steel surface in a vacuum furnace is activated, enhancing wear resistance to improve the coating.
- 18K PVD gold plating: the target material of 18K gold is used to strike an ion plate, with a thickness up to 0.05μm; according to Jasper’s standard, it needs to pass the artificial sweat test for 24 hours to guarantee that the gold color will not fade for 1-2 years in ordinary daily use.
Cubic Zircon Setting Process
- Manual Micro-Pave Setting: This is done with the aid of a microscope.
- PART B: Setting 1.5mm CZ round stones. We use only 5A grade CZ.
- PART C: Precisely setting 0.8mm CZ round stones along the heart-shaped edge.
- Stability Check: Making sure that every precious stone is set tightly enough to avoid being detached by everyday impacts.

Chain Manufacture and Integral Bracelet Assembly
- 316L Chain Cutting: Cut the chain accurately to the required overall length of 18cm as per the drawings (14cm chain part + extension chain).
- Laser Pulse Welding:
- Mount the five pendants (A-E) to the chain with an accurate spacing of 23.3mm.
- Weld the ends of the chain, lobster clasp, and the 9mm adjustment buckle.
- Jasper’s Standard: The utilization of instant high-temperature laser Technology to secure Molecular bonding, thereby producing the smallest spots possible and meeting tensile strength specifications.
- Laser marking with the customer’s proprietary brand name.
Final Processing and QC(Quality Control)
- Passivation Process: The whole bracelet implements a chemical passivation treatment in which a 50nm anti-oxidation coating is regenerated. This helps in maintaining the superior level of corrosion-resistance that 316L Stainless Steel possesses.
- Ultrasonic Cleaning: Removes residues of polishing paste and fingerprints.
- Quality Audit:
- Dimensional Verification: It ensures that the collective length is standard at 18 cm.
- Tensile testing: Verifies that welding locations are secure.
- Visual Check: It ensures that the gemstones are not loose, nor are they scratched.
- Color difference testing: The PVD Gold finish is color-matched with a standard illumination.

Conclusion
For a jewelry brand’s custom 316L stainless steel bracelets, while the design drawing is only a blueprint, the real difficulty lies in converting it into reality using technology like #8000 grit polishing, 18K gold PVD plating, and seamless laser welding.
Being a Chinese stainless steel jewelry manufacturing factory with so much industry knowledge, Haosen Jewelry provides more than just products — they also provide engineering reliability stemming from 16 years of experience.
Jasper’s Recommendation: “If you are seeking a business partner with the capability of accurately replicating your 1.4mm ultra-thin design specification and precision micro-inlays at the size of 0.8mm, I can bring our engineering team to give you the most professional DFM audit support,” I wrote in my response.
FAQs
Orders and Production
Q1: What Is the Minimum Order Quantity (MOQ) for Custom Charms Bracelet(316L Stainless Steel) Jewelry?
To support emerging brands, e-commerce sellers, and designer jewelry labels, we offer a low MOQ policy to help you start with small-batch production:
Charms Bracelet: MOQ is 30 pairs per design, single color
This flexible MOQ is ideal for brands testing new collections, launching products, or creating limited editions.
For large wholesale buyers and established brands, we also provide bulk order discounts—the higher the quantity, the lower the unit cost, maximizing your profit margin.
Q2: What is the Production Lead Time for Bulk Charms Bracelet Jewelry Orders?
Our standard bulk production lead time is 20–30 days, depending on the design complexity and order quantity. In general, mass production for jewelry orders takes around 15–45 days, based on the factors below:
- Jewelry type & craftsmanship: Simple designs usually take 15–25 days, while stone-set or highly customized styles may require 30–45 days.
- Order quantity: Larger wholesale orders need more time for scheduling and quality inspection.
- Mold or sampling requirement: New styles may need an additional 7–15 days for mold development and sample approval.
- Material & stone availability: Lead time may vary based on raw material and gemstone supply.
- Factory capacity & peak seasons: Production schedules can be affected during busy periods.
To shorten lead time and improve on-time delivery, we recommend confirming designs early, placing consolidated orders, and working with a reliable stainless steel jewelry manufacturer like Haosen with a stable supply chain and efficient production management.
Q3: Can I Order Samples Before Placing a Bulk Order?
Yes, we highly recommend ordering samples before mass production to verify product quality and avoid risks.
Sample Ordering Process:
Design submission → Material & finish confirmation → Quotation (sample fee + mold fee if needed + shipping) → Payment → CAD/3D design (1–3 days, 2 free revisions) → Sample production (5–15 days) → Polishing & plating → Quality inspection → Shipping (3–7 days)
Sample Cost & Lead Time:
- Sample fee: USD 50–200 per style
- Mold fee (if required): USD 100–500
- Shipping fee: USD 30–80
- Total sample delivery time: 2–4 weeks
Q4: What Are Your Payment Terms?
We offer flexible payment terms depending on the cooperation model:
- Bulk orders: 30% deposit + 70% before shipment
- Custom or mold orders: 50% deposit + balance after sample approval
- Long-term partners: Monthly settlement or staged payment options available
- Supported payment methods: T/T bank transfer, Alipay, PayPal (for small sample orders)
Customization and Service
Q1: What Customization Options Do You Offer for Charms Bracelet Jewelry?
Charms bracelet jewelry offers a wide range of customization options. Our common OEM/ODM services include:
- Design & Structure Customization – New development or style modification based on sketches or 3D files.
- Material Selection – Stainless steel, brass, zinc alloy, titanium, tungsten, and more.
- Surface Finishing – Polishing, brushed texture, sandblasting, matte effects, etc.
- Color & Plating Options – (PVD/Electroplating) gold, rose gold, black finishes, plus enamel/epoxy Resin filling for enhanced visual depth.
- Logo Engraving & Branding – Laser engraving, stamping, etching, color-filled, or plated logos.
- Stones & Decorations – CZ stones, natural gemstones, crystals, pearls, and other embellishments.
- Size & Specifications – Custom length, width, thickness, and detailed measurements.
- Packaging Customization – Jewelry cards, gift boxes, and fully branded packaging solutions.
Customization helps strengthen brand identity and is especially suitable for designer brands, cross-border e-commerce sellers, and bulk jewelry production.
Q2: Is it possible to personalize the pendant bracelet with our own design?
Absolutely. Our expertise lies in providing OEM/ODM jewelry customization services. Once you have provided the design drawings, our engineers will conduct a professional analysis on DFM (Design for Manufacturability) to check the design from the perspective of manufacturability, and we could offer design optimization suggestions in terms of materials, structures, and manufacturing processes. This allows the accurate rendition of your creative design concept into a manufacturable form of a custom 316L stainless steel bracelet.
Q3: Can I add my brand logo to the bracelet?
Yes. We can offer laser marking services, and we can engrave your exclusive brand name and logo permanently and clearly on the bracelet clasp and pendant back. This is another service that many brands require from us for their OEM/ODM services.
Q4: What if there are quality issues after receiving the goods?
If you discover quality issues after receiving the goods, we provide comprehensive after-sales service and quality assurance solutions. The common process is as follows:
- Problem confirmation: Please provide pictures or videos explaining the problem within the specified time after receiving the goods.
- Cause determination: Distinguish between manufacturing defects, transportation damage, or usage factors.
- Solution: Provide replacement, repair, or refund depending on the situation.
- Responsibility: We will be responsible for the costs incurred due to manufacturing quality problems.
Our quality assurance measures include pre-shipment inspection, a sample retention system, and traceable production records to minimize after-sales risks.
Hasoen’s comprehensive after-sales mechanism aims to enhance cooperation security, making it particularly suitable for bulk purchases of stainless steel jewelry, cross-border e-commerce, and brand collaborations.
Products and Quality
Q1: Why is 316L stainless steel a good choice of material for jewelry?
316L stainless steel is the highest quality surgical steel, which, in addition to the ingredients of ordinary 304 stainless steel, contains an ingredient called molybdenum. It features excellent resistance to corrosion, resisting corrosion by sweat and seawater. It has very good strength, is resistant to deformation, and is non-toxic; it is hypoallergenic stainless steel. Therefore, 316L stainless steel is suitable for making stainless steel pendants, bracelets, and other jewelry for long periods of wear. The equipment produces a soft luster and ensures skin safety.
Q2: Will a 316L stainless steel bracelet discolor?
Pure 316L stainless steel itself doesn’t get discolored. If there are colors like gold in the bracelet, then PVD is used. High-quality 18K gold plating has adhered at the molecular level to form an ultra-wear-resistant surface. Via artificial sweat testing, it guarantees that the color will remain durable and not easy to fade within 1-2 years of daily wearing, way better than that of common electroplating.
Q3: May I wear this if I am allergic to metals?
316L stainless steel is an accepted hypoallergenic stainless steel material. Its nickel ion release rate meets strict jewelry safety criteria, making it perfectly safe for those with sensitive skin types. Our materials have all undergone rigorous safety testing, so you can wear the hypoallergenic stainless steel pendant bracelet with confidence.
Q4: What is PVD vacuum plating? Is it better than ordinary electroplating?
The process of PVD vacuum plating technology consists of ionizing the 18K target material in a vacuum furnace and bombarding it onto the surface. Although the layer is very thin at merely 0.05 micrometers in thickness, it is highly resistant to wear and can also resist corrosion. The adhesion is also much better compared to other traditional techniques like electroplating. We at Jewelry use this technology to add color to the jewelry made of 316L stainless steel and maintain a luxurious look with a high-end wood finish.
Q5: How are the small cubic zirconias embedded into the stainless steel?
When dealing with 0.8mm size cubic zirconia stones, we utilize the micro-setting method. With this process, artisans use micro-setting, which is done under the microscope, ensuring that grooves are made for the stones within the steel. This is an extremely intricate skill that requires great expertise, all for the purpose of ensuring that the luxurious look of this stainless steel pendant bracelet is achieved.
Q6: What is the “lost-wax casting” process discussed in the article?
Lost wax casting is an accurate jewelry-making technique, often employed in producing intricate jewelry from metals. In this method, first, an intricate wax item is created and then covered with a ceramic slurry-based solution, which acts as a mold when set in motion. This wax item is then melted, and liquid 316L stainless steel is carefully poured into the mold to create the jewelry item. This method can accurately produce intricate 3D items, such as an asymmetrical rose-shaped pendant, and is one of the key processes in producing luxurious stainless steel jewelry items.
Q7: Are Your Charms Bracelet Jewelry Tested and Compliant with International Standards?
Yes. All of our charm bracelets undergo strict quality testing and meet international compliance standards for global export.
Common certifications and tests include:
- REACH / RoHS compliance
- Heavy metal testing (Nickel, Lead, Cadmium)
- Physical durability tests: corrosion resistance, oxidation protection, and abrasion tests
- Third-party inspection support: SGS, TÜV, BV, etc.
We can provide customized testing solutions and reports based on your target market (EU, USA, Middle East, etc.).
Q8: How do I care for my stainless steel bracelet?
Avoid contact with chemicals, e.g., bleach, perfume. Clean using a soft cloth and water, or washing and drying. Regular cleaning, even with passivation treatment, ensures that the mirror polish finish is always in the best condition. Properly cared for, your 316L Stainless Steel Bracelet will surely serve you well for a long time, looking as new as ever.
Q9: Is the bracelet waterproof, and can I wear it during the shower or swimming?
316L stainless steel itself possesses excellent water-resisting capability and corrosion resistance. The PVD process is also very stable. While short-term contact with fresh water is perfectly fine, extended contact with hot water, soap, or seawater may speed up the otherwise ordinary wear and tear of the plating. In order to maximize the lifespan of the piece of jewelry, it is suggested that the piece of jewelry be removed during swimming or showering. This is the way to take care of any piece of fashion jewelry.
Logistics and Support
Q1: Do You Provide Worldwide Shipping? What Shipping Methods Are Available?
Yes, we ship globally to North America, Europe, Australia, the Middle East, and Asia.
Available shipping options include:
- Express courier (DHL/UPS/FedEx): best for samples or small orders
- Air freight: balanced speed and cost for medium replenishment
- Sea freight: lowest cost for large wholesale shipments
- Amazon FBA direct shipping: labeling, carton splitting, packing list support
We also assist with customs clearance documents, HS codes, and Incoterms (EXW/FOB/CIF/DDP).
Turning design blueprints into reality
For assistance, contact our Jasper team directly. Our team will offer you the most professional DFM (Design For Manufacturing) audit and production services. We can help your brand stand out in the fashion jewelry area.
Get a Quote NowAuthor

Ertian Jiang (Jasper) is the founder of Haosen Metal Jewelry. Since the age of 26, he has combined deep roots in traditional craftsmanship with a sharp vision for the market to build the foundation of the company’s excellence.
Ertian Jiang started on the ground floor as a craftsman, specializing in semi-precious stones (agate, mother of pearl, tiger’s eye) and manual inlaying—perfecting how to fit natural stones into metal bases without gaps or glue failure. He also worked on the front lines of sales, speaking face-to-face with buyers and listening to their frustrations about fallen stones and fading colors.
